中文版
中文版 English
English专注声学面料解决方案
声学匹配 · 严苛质检 · 极致性价比
声学与定制咨询热线400-884-8877
声学与定制咨询热线400-884-8877

台州金珏网布有限公司
地址:浙江省台州市椒江区洪家街道兆桥工业区15号-3
咨询热线:400-884-8877
联系人:潘经理
手机:13148461341
邮箱:Jane@cn-screen.com
网址:www.cn-screen.com
针织物在定型的时候会出现各种问题,即使老加工厂有时也避免不了,今天金珏网布厂小编就给大家做个分享;针织物在定型质量问题及预防方法。一起来看看吧!
定型整理是指通过物理,化学,或物理和化学联合的方法,以及生物方法,改善纺织品外观和内在品质,提高纺织品服用性能或其他应用性能,或某些特殊功能的加工过程。
织物定型的原因及好处
1.使织物规格化:织物门幅一致和尺寸形态稳定。
2.改善织物手感:柔软、硬挺、丰满。
3.提高织物织物外观质量:增进光泽、白度、起绒、起毛。
4.赋予织物新的功能:进行特种整理如防水、防火、抗菌、抗紫外线整理等。
1、按原理方式分
① 物理机械整理:利用水分、热能、压力及其机械作用达到整理的目的。特点是使纤维发生化学变化。
② 化学整理:利用反应性化学整理剂与织物纤维发生化学反应来改变纤维的物理和化学性能。
③ 综合整理:将化学整理和机械物理整理结合进行,织物经过整理后既有机械变化亦有化学变化。如涤棉织物耐久性扎光整理。
2、按整理效果分
①手感整理,柔软或硬挺。
②定型整理,拉幅、起毛或增白。
③外观整理,起绒、起毛或增白。
④特种整理,防水、防火、防菌、抗紫外线整理。
3、按整理效果的耐久性分
①暂时性,
②半耐久性,
③耐久性。
通过整理后,所获得某种形式的稳定(形态、尺寸),即消除织物中积存的应力和应变,使织物内的纤维处于较适当的排列状态,从而减少织物变形因素。
方法:
1、用机械方法调整织物结构。如拉幅、预缩整理。
2、用强力膨化剂消除织物中纤维的内在应变。如丝光、液氨处理。
3、用共价交链方法因定纤维结构。如树脂整理。从理论上讲,采用所述任何一种方法都可以改善织物的缩水变形现象,但事实上往往要联合采用两种或以上方法才能达到目的。
比如:拉幅(定型)。
1、原理:利用棉纤维在湿热状态下具有一定的可塑性,将门幅缓缓拉宽至规定尺寸(指纬向尺寸)以符合印染成品规格要求,消除织物上已有的皱褶和提高织物尺寸稳定性。
2、设备:针铗链式拉幅机和热定型机。
3、设备主要功能组成部分:给湿、拉幅烘干和冷却。
① 给湿,一般含潮率15~20%,要求给湿均匀。方法:给湿打圈保温(间歇式)、毛刷滚筒泼水、蒸汽喷雾给湿、高压水喷溅给湿、蒸汽给湿等,也可以先将织物浸轧,烘至半干,然后拉幅。以后者使用居多,并常配合各种功能整理。利用浸轧整理剂给湿。
② 拉幅:靠两串针铗链扎住布边,逐渐拉幅的。在进布处设有超喂装置,能超喂-10~-50%。通过调节超喂可以在一定范围内控制布的下机重量。针铗链的长为15~34M,一般为27M。织物随针铗链运行进入烘房,织物的幅宽因两边针铗链的间的距离逐渐增大而增大,稍后针铗链的距离保持一定范围,使织物保持所需幅宽,最后距离逐渐减少,以利于布脱离针铗链。一般整理后的织物在要求的尺寸公差范围内为上下限。
③ 加热方式:以热风方式为多,用强力鼓风机将空气送至加热器加热,在经热风管喷射至织物上下面。由于织物带有一定的水分进入烘房,因此前部比较潮湿的空气可排除出室外,而后部比较干燥的则可会用。通常把织物表面达到所需定型温度前经过的距离称为预热区,而把预热区后一直到加热区这段距离称为定型区。通常根据织物品种和要求、机械设备情况等控制定型区温度湿度有关,一般在20~60秒。
④ 冷却:织物离开定型区后,便要设法将它保持在定型时的状态进行强制冷却。冷却方法采用向织物吹冷风或者使用织物通过冷却辊,一般要求落布温度在50℃以下,否则,织物堆入布箱或打成卷后,不仅因热的作用发生收缩,而且还可能产生难以消除的皱痕。
涤纶是一种热塑性纤维,在染色等一系列加工过程中,由于受多次机械作用和多次拉伸,使织物原来的门幅和线圈几何形状有所变化,因而产生变形和收缩,甚至横直丝缕歪斜,严重影响产品的质量。
热定形目的主要是使涤纶针织物在有张力状态下加热,织物在规定温度下焙烘,使纤维分子间的次价键和分子链段的热运动加剧,从而可使分子重新组合、排列,内应力相对稳定。
1、涤纶等合纤均属于热塑性纤维,在它们的大分子结构中亲水基团,纤维结构又紧密,吸湿性很低,湿润后纤维的膨胀程度小,在通常条件下的缩水现象并不显著。合成纤维织物尺寸和形态的稳定性主要是指织物在受热时,特别是在较高温的条件下,发生收缩和变形。这就降低了纤维的使用价值,所以要进行热定型加工。其加工原理是利用合纤的热塑性,将织物保持在一定的尺寸和形态,加热到所需温度,然后急速冷却,使受热后变化了的微结构固定下来,从而使织物的尺寸和形态达到稳定。其本质上是由于纤维大分子链段的重排,从而消除内应力。
2、氨纶(拉架)也是合成纤维,属于热塑性纤维,故含有氨纶的弹力棉织物和其他合成纤维一样要进行预定型及后定型处理,以提高其在热加工中的尺寸和形态的稳定性,繁殖产生难以消除的皱痕,控制门幅和克重。
涤纶针织物在热定形过程中关键两点:控制定形温度、定形时间。
如果热定形温度过低,时间过短均能造成织物表面不平整、不挺括、门幅收缩等疵病,失去定形作用;如定形温度过高或时间过长,会造成织物发硬变脆,强力下降,弹性降低并能使某些分散染料升华而产生色差,严重的甚至能使纤维熔融。
实践证明:
涤纶针织物的合适定形温度为180-210℃,定形时间20-90s,冷却温度为50℃左右。可按下式计算(按不同定形机构造计算):
定形时间(s)=定形长度(m)/织物线速度(m/min)×60
各类涤纶针织物在Z921型针板拉幅定形机上,当定形温度为185-190℃时,其线速度为:涤纶经编蚊帐布10-15m/min,涤纶经编衬衫布12-18m/min,涤纶经、纬、编外衣布12-20m/min,涤纶色织提花布7-lOm/min。
在定形时也不可忽视对织物的“张力”和“超喂”应相互配合恰当。如果拉幅的幅宽超过织物所具有的门幅,将造成缩水率增大,强力下降等现象;如果超喂过大或张力大小不等则容易造成纬向波浪形(俗称“木耳边”),反之则会在经向产生条纹。总之,在操作过程中要严格控制幅宽、张力、超喂等工艺条件。
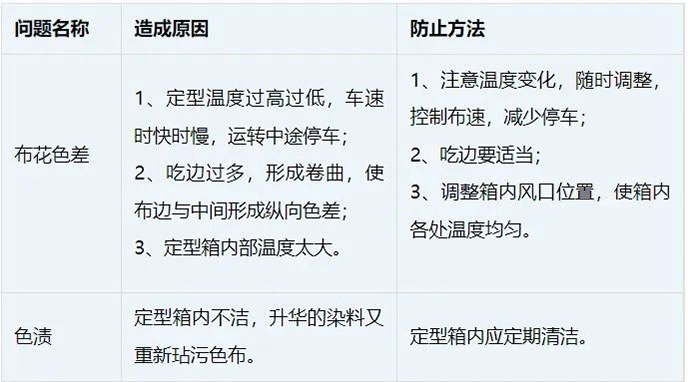
六、热定型质量问题

注意事项:
① 为消除高温中形成的皱痕,拉幅定型温度要比染色最高温度高30~40℃。
② 拉幅定型时应注意检查纬斜情况,除了缝头要齐平,头子布要适当加长外,在穿头上机时,要注意两面张力均匀。在操作进行时要经常检查纬斜情况与花型变形情况并及时加以纠正。
③ 拉幅定型时,要经常测量胚布落机幅宽。如幅宽不符合工艺要求,应随时加以调节控制。
④ 拉幅定型对成品胚布的质量,如缩水、克重、花型清晰、纹路等外观质量都有直接关系。因此在工艺条件掌握上应严格控制。
以上就是金珏网布厂关于“织物定型质量问题解析及解决方法”的解读,希望能帮助到您。专业的纬编网眼布生产厂家,专业从事各种规格材质的梭织网眼布,主要应用在婚纱礼服、箱包、鞋帽、过滤、家居装饰等行业领域上。可来图来样进行定制,免费寄样,43年网布生产经验,货源稳定、获得新老客户一致好评,如果你是采购商、贸易商或者加工厂请联系13148461341我们吧!
本文标题和链接 网布厂家:针织物定型解析及解决方法:https://www.cn-screen.com/hangyenews/429.html转载时请注明出处及本链接!

联系电话
微信扫一扫